Motions of the Weaving Loom
Five Basic Motions of the Weaving Loom
Forming a woven fabric requires five basic loom functions or motions: shedding, filling insertion, beatup, let-off, and take-up.
The first three motions take place in a set time interval and follow one another sequentially. Because these motions cannot happen simultaneously, conventional weaving is a single-phase process. Some machines can insert a number of picks almost simultaneously into a number of shed openings and beat each pick into the fabric. However, these multi-phase (multi-shed) machines have limited design potential and generate more lint when weaving spun yarns.
Shedding
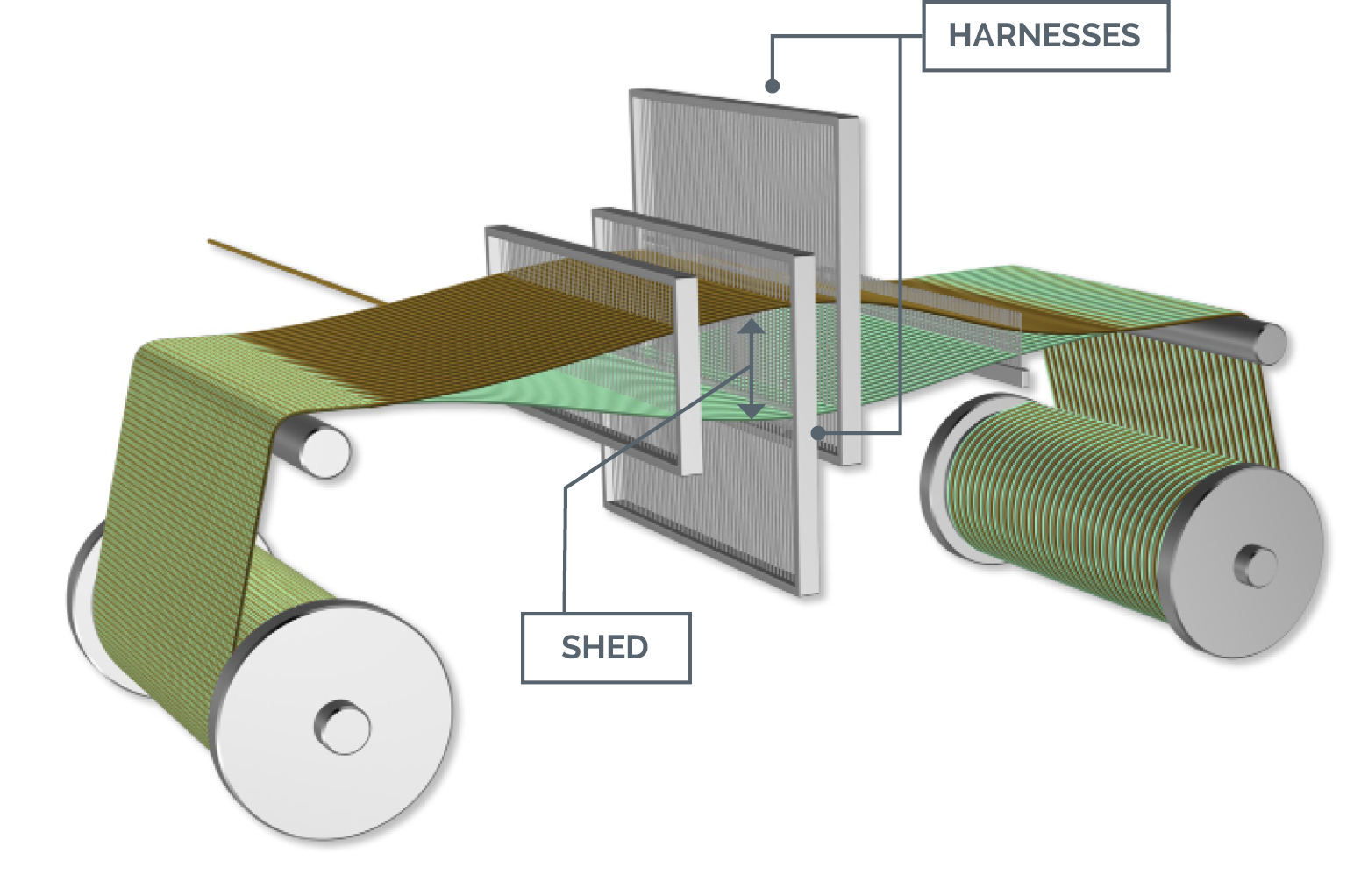
Shedding separates all the warp yarns into a weave shed (opening) formed between a top shed (yarns that are raised) and a bottom shed (yarns that are not raised).
Each weft yarn is inserted into the opening created by shedding of the warp yarns.
As part of the drawing-in process, warp yarns are drawn into heddles, which are held in harnesses. Harnesses are frames that hold a set number of heddles, depending on the fabric design being woven.
Shedding
Each individual heddle is a long, thin device with an eye (similar to the eye of a needle). The harnesses group heddles together into sections of warp yarns that weave the same—each yarn that is in a heddle in a given harness will raise and lower with the other yarns in the same harness. According to the fabric design, harnesses will be raised and lowered to create the shed which, in turn, allows for filling insertion.
There are three general methods of shedding, each with specific design capabilities: cam shedding, dobby shedding, and jacquard shedding.
Cam Shedding
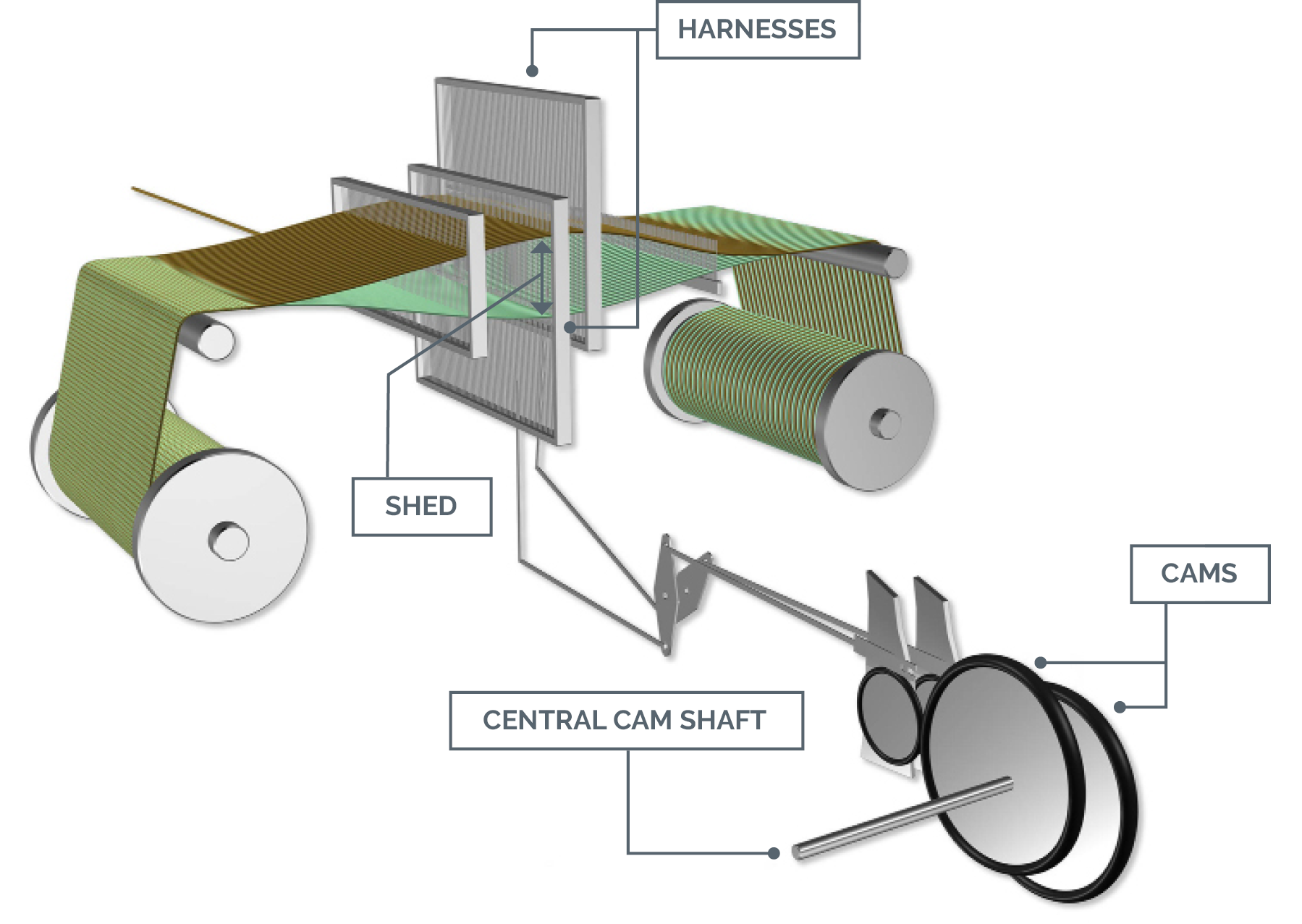
Cam shedding typically uses 6 to 8 harnesses, though sometimes up to 12. Each harness is controlled by a rotating cam that forces the connected harness to move up and down in a prescribed manner to produce a particular fabric design.
The profile or shape of each cam and its position on the camshaft dictate the movement of the connected harness.
With cam shedding, designs are limited to basic weaves such as plain weaves, simple twill weaves, and satin weaves.
Cam Shedding
Dobby Shedding
Dobby shedding typically uses 12 to 32 harnesses, which allows for a broader range of woven designs than cam shedding. In addition to the basic weaves, dobby shedding makes it possible to weave small geometric figures, spot weaves, and more complex pattern stripes.
Historically, dobby weaving employed a chain of wooden bars with pegs inserted along the length of the bar. Pegs were placed in designated slots and would trigger a mechanism that would raise the corresponding harness. The arrangement of the pegs in the wooden bars was termed the “peg plan” or “chain plan.”
As technology progressed, chains of wooden bars were replaced with plastic sheets with punched holes. A punched hole allows a pin to penetrate the sheet and initiate lifting of the associated harness. The weave design is controlled by the positioning of the holes in the pattern sheet.
Jacquard Shedding
Instead of using harnesses to control the weave design, jacquard shedding employs draw (or harness) cords that drop down from a jacquard head; each cord is connected to an individual heddle or a small group of heddles. This type of control makes it possible to form large design repeats and very intricate designs.
A jacquard machine will have a certain number of hooks that control the lifting of warp yarns. Having more hooks makes it possible to weave larger design repeats and more intricate designs.
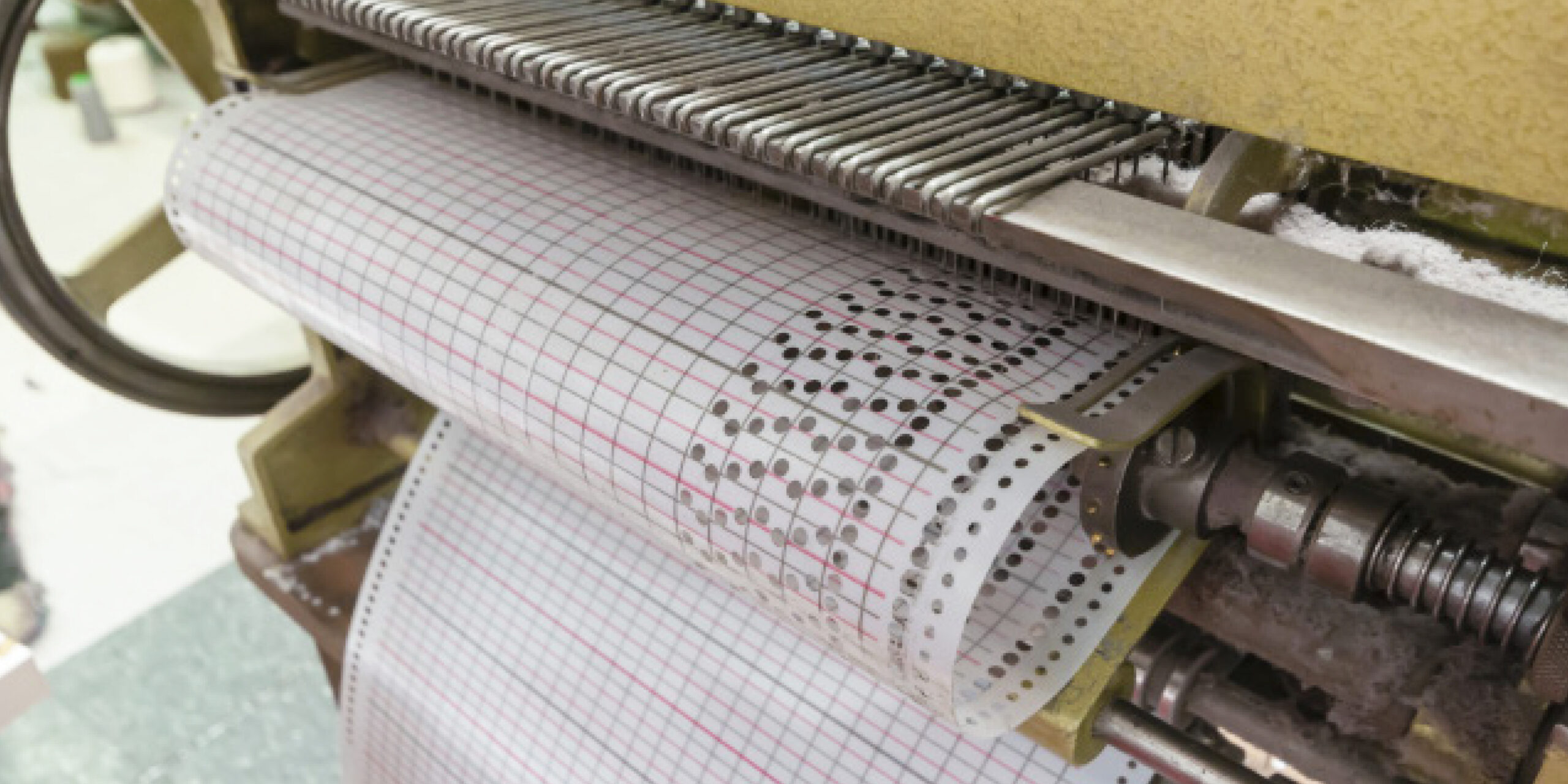
Dobby shedding using plastic sheets with punched holes.

Jacquard loom weaving fabric with a large-scale pattern.
Filling Insertion
The filling, or weft yarn, can be inserted into the woven fabric by various methods. The oldest method, using a shuttle, has been replaced today by various shuttleless methods which include: rapier, projectile, air jet, and water jet filling insertion.
Shuttle Weaving
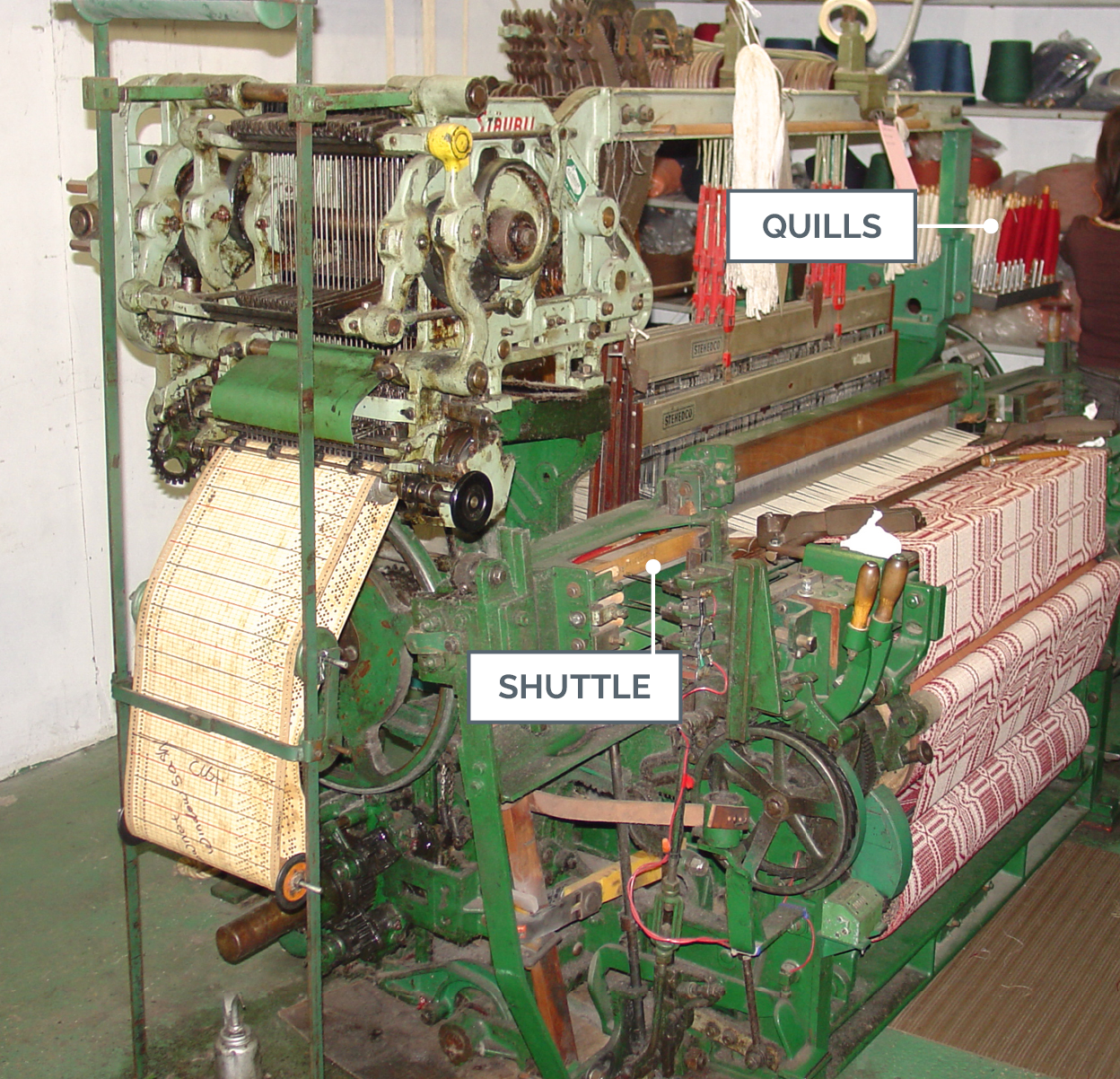
Shuttle weaving uses a device (the shuttle) to carry a package of yarn (a quill) through the warp shed, inserting the filling yarn as it traverses the width of the machine. The quill contains a small amount of filling yarn which unwinds from the quill as the shuttle goes back and forth through the separated warp yarns.
A fresh quill of yarn is inserted just before the current quill is completely empty. Shuttles typically are inserted at the rate of 180 to 220 times per minute, referred to as picks per minute. Some shuttle machines are still in operation, weaving vintage denim and specialty fabrics. The shuttle is tapered on each end for easy entrance into and exit out of the weave shed.

Shuttle Loom
A shuttle loom weaving heritage fabrics. Quills are loaded on the right side of the loom with the two filling colors—red and white.
The shuttle is housed on the side of the loom, and will traverse the width of fabric during weaving, inserting weft yarn as it moves back and forth. Shuttle weaving is the only filling insertion method that inserts yarn from both sides of the fabric, creating a clean woven selvage on both sides.
Rapier Filling Insertion
Rapiers are rigid bars or flexible tapes with a gripper system that grips the yarn and inserts it across the warp shed. The grippers typically are opened and closed with the aid of cams or springs.
The single rapier inserts the yarn across the complete width of the fabric and returns empty before insertion of the next pick. The double rapier uses two rapiers on either side of the loom. One rapier (the giver) carries the yarn halfway across the shed, where it meets the other rapier (the taker) and transfers the yarn. The yarn is carried to the other side of the fabric by the second rapier, as the first rapier returns to gather the next pick.
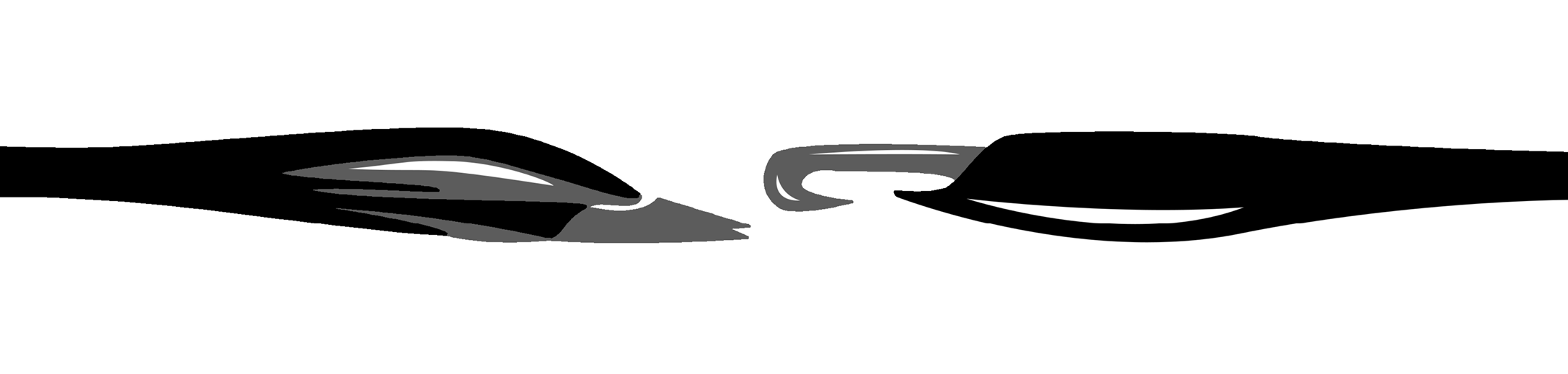
Double Rapier. The rapier on the left is the giver and carries the yarn from the package. The rapier on the right is the taker that retrieves the yarn with a hook and carries it across the remaining width of the fabric.
Each rapier then retracts from the weave shed to complete the process. The insertion process is typically repeated 350 to 600 times per minute, depending on machine width and model.
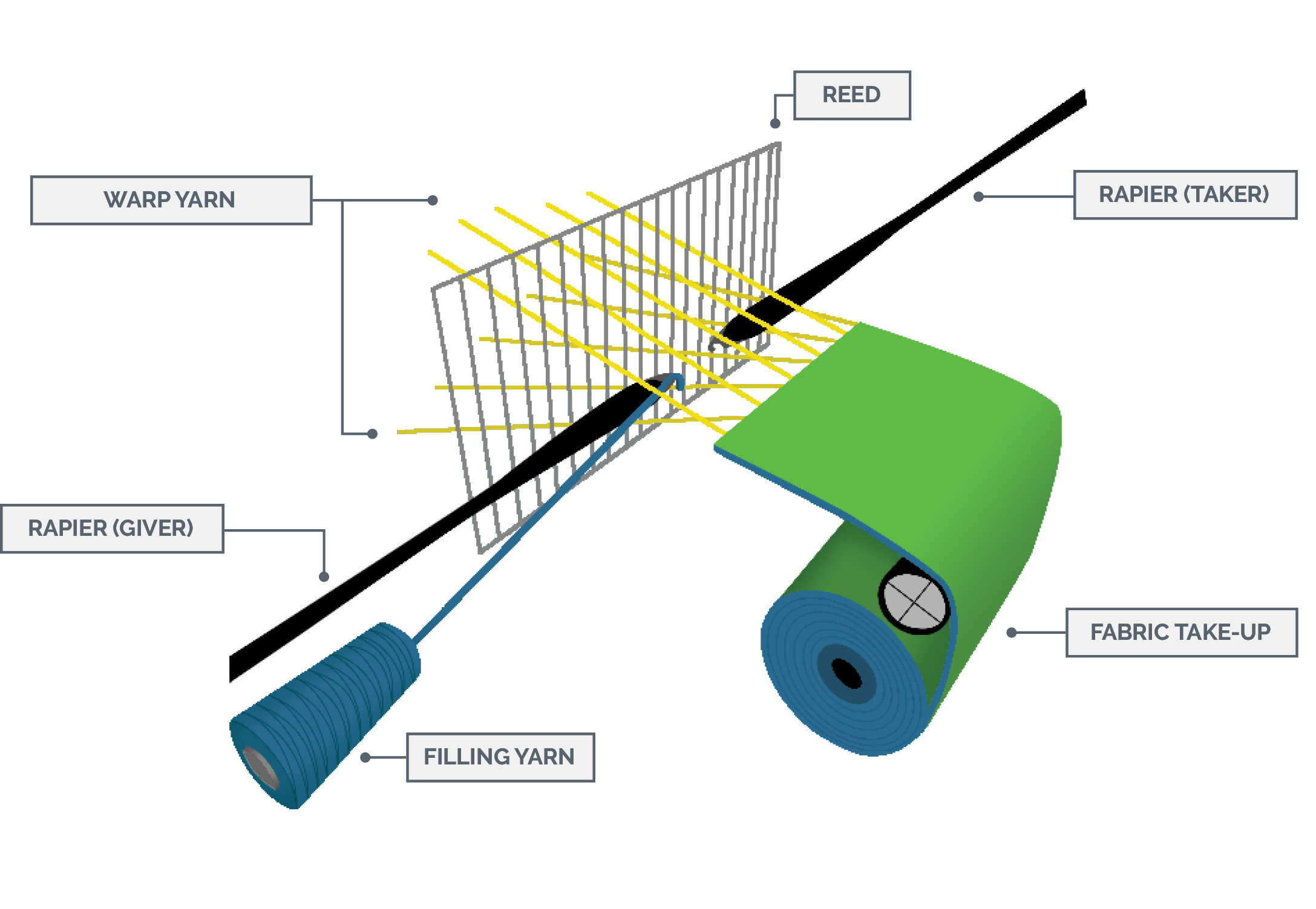
Double Rapier Weaving. The rapier on the left (the giver) takes the filling yarn from the package and transfers it to the rapier on the right (the taker) in the middle of the loom. The taker pulls the filling yarn the rest of the width of the fabric, then exits the shed, allowing the reed to beat the filling yarn into the fabric

Rigid Rapier Machine. Rigid rapier machines weaving bottomweight fabric. The round pipe-like devices on the side of the machine are where the rapier is recessed after leaving the shed. The footprint of the loom has to accommodate for the rapier being stored completely outside the loom.
Projectile Filling Insertion
Projectile weaving machines contain a gripper that holds the filling yarn as the projectile is shot across the weave shed. A torsion bar stores up energy as it is twisted. When the energy is released, a connected lever (the picking arm) strikes the projectile, propelling the yarn across the machine.
The projectile follows a controlled path through a set of guide teeth which keep the projectile from flying out of the shed during weaving. A given machine will contain several projectiles, typically one per 10 inches of machine width. Projectiles are returned to the picking side of the machine via a type of conveyor-belt system. At any one time, several projectiles will be on the belt.
Projectile filling insertion machines typically run at 300 to 550 insertions per minute. With fewer moving parts, they require less maintenance than rapier machines. Projectile machines can produce a range of fabric weights, from lightweight shirting to denim.

Gripper device used in projectile weaving. The opening at the left holds the filling yarn as it is transferred across the warp
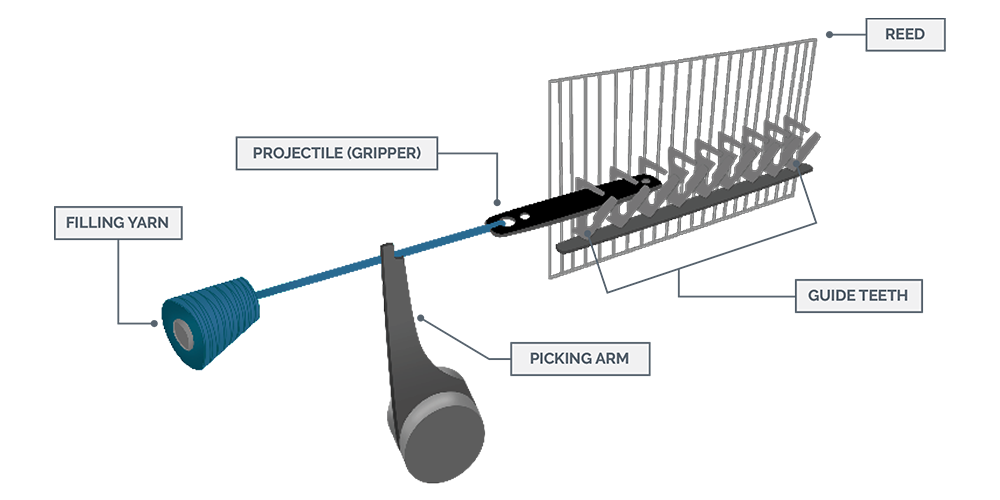
Projectile, gripping the filling yarn, is propelled into the loom by a picking arm and held in the shed by guide teeth that maintain the path across the fabric width.
Air Jet Filling Insertion
Air jet weaving machines use a burst of compressed air from an air nozzle to initially propel the filling yarn across the weave shed. Because the air disperses very quickly, additional relay air nozzles are evenly spaced across the width of the weave shed to continue to propel the yarn across the fabric width. Air jet machines use a special profiled reed to create a tunnel configuration through which the air and filling yarn travel across the weave shed.
Air jet weaving machines can insert relatively coarse yarns, such as yarns for heavy bottom-weight denim; however, yarns any heavier than that would be difficult and more costly to weave because of the high air pressures required. These machines can also weave finer spun yarns, but ultra-fine yarns might be blown apart by the intense air pressure. Spun yarns and textured filament weft yarns run well on these machines, but not slick flat filament yarns because of their low surface friction. Air jet machines have lower maintenance requirements and fewer replacement parts than do rapier and projectile machines. Insertion rates ranging from 600 to 1200 per minute are typical for air jet machines.
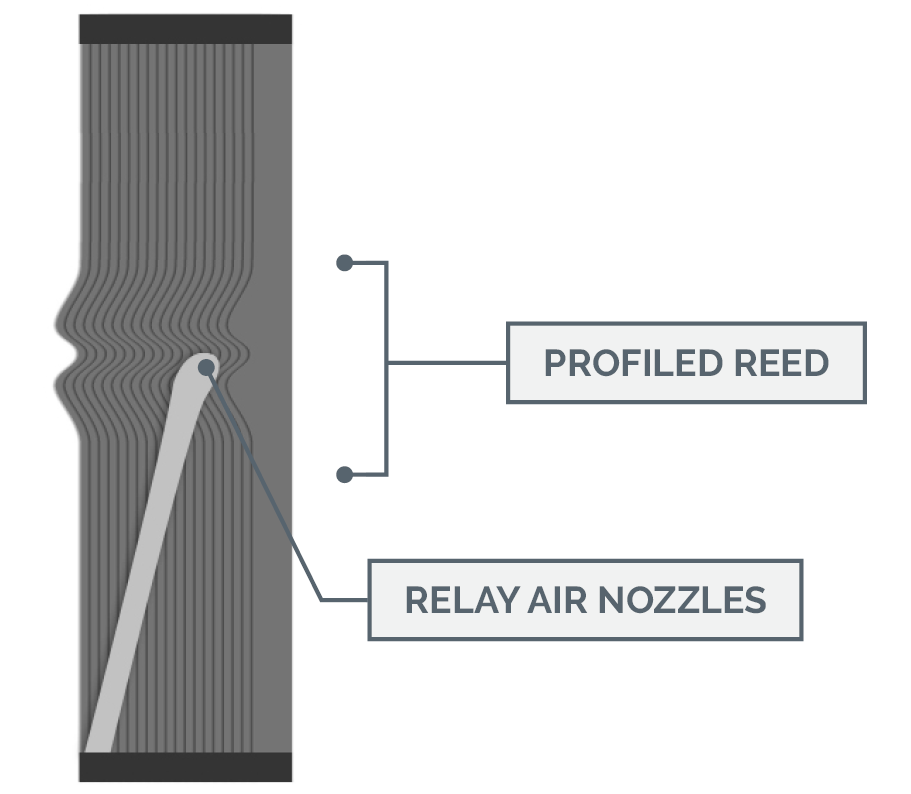
Profiled reed on an air jet loom. The distinctive shape of the profile helps the filling yarn travel the path across the warp shed
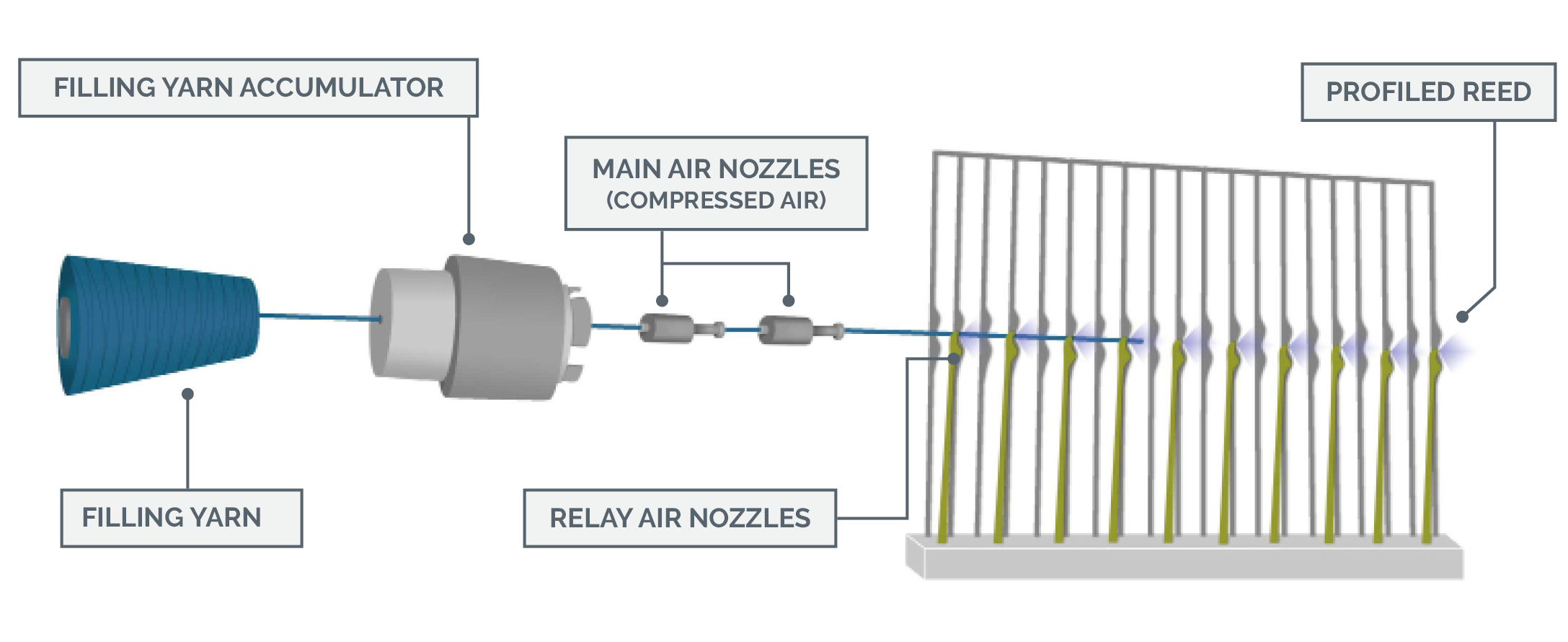
Air jet weaving propels a filling yarn across the width of the loom using compressed air, a profiled reed, and relay air nozzles.
Water Jet Filling Insertion
In water jet weaving, only hydrophobic fibers and yarns can be used, such as polyester, nylon, and olefin fibers. Most of the fabrics woven on these machines are made of filament yarns which are less absorbent than spun yarns. A vacuum slot on the front of the machine helps to remove any residual water from the fabric. All machine parts must be made of non-corrosive materials. Water jet weaving machines have insertion rates of 800 to 1200 picks per minute. The fabric most commonly made on water jet machines is mattress ticking.
Beat-Up
The reed, a comb-like device with slots or openings across its width, is responsible for the third basic motion of weaving, called beat-up.
Warp yarns are evenly spaced in the reed, usually with multiple ends through one dent. During the weaving cycle, the reed moves backwards to accommodate the shed and the filling insertion mechanism (projectile, rapier, shuttle, etc.). The filling yarn is inserted in front of the reed and the reed moves forward to beat the yarn into the fabric. Reeds are designated by reed number which indicates the number of dents or slots in the reed per inch of width.
For example, a 24 reed number means that the reed contains 24 dents per inch. Ends per inch in the fabric divided by ends per dent in the reed equals the reed number.
Weavers typically have an inventory of different reeds to accommodate various fabric styles with different numbers of ends per inch and warp-yarn sizes. The space between dents must be wide enough to allow any slubs or thick places in the warp yarn to pass through. Therefore each reed has a required amount of air space depending on whether filament or spun yarn is used. Spun yarns require more air space because of their unevenness.

A close-up image of a reed in a production loom. The slots between the metal slats are the dents. It is apparent in this image that more than one yarn is pulled through each dent
Let-Off & Take-Up
Let-Off
In the fourth motion of weaving, let-off, the warp yarn is unwound from the loom beam. The rate of let-off must be controlled so that the warp yarns are not under excessive tension during shedding which would result in warp yarn breakage.
Take-Up
The fifth motion of weaving is take-up, or removal of fabric from the weaving machine. The rate of take-up controls the number of picks per inch inserted into the fabric. Slower take-up allows insertion of more weft yarns per inch, while faster take-up allows insertion of fewer weft yarns per inch and results in a higher production rate.
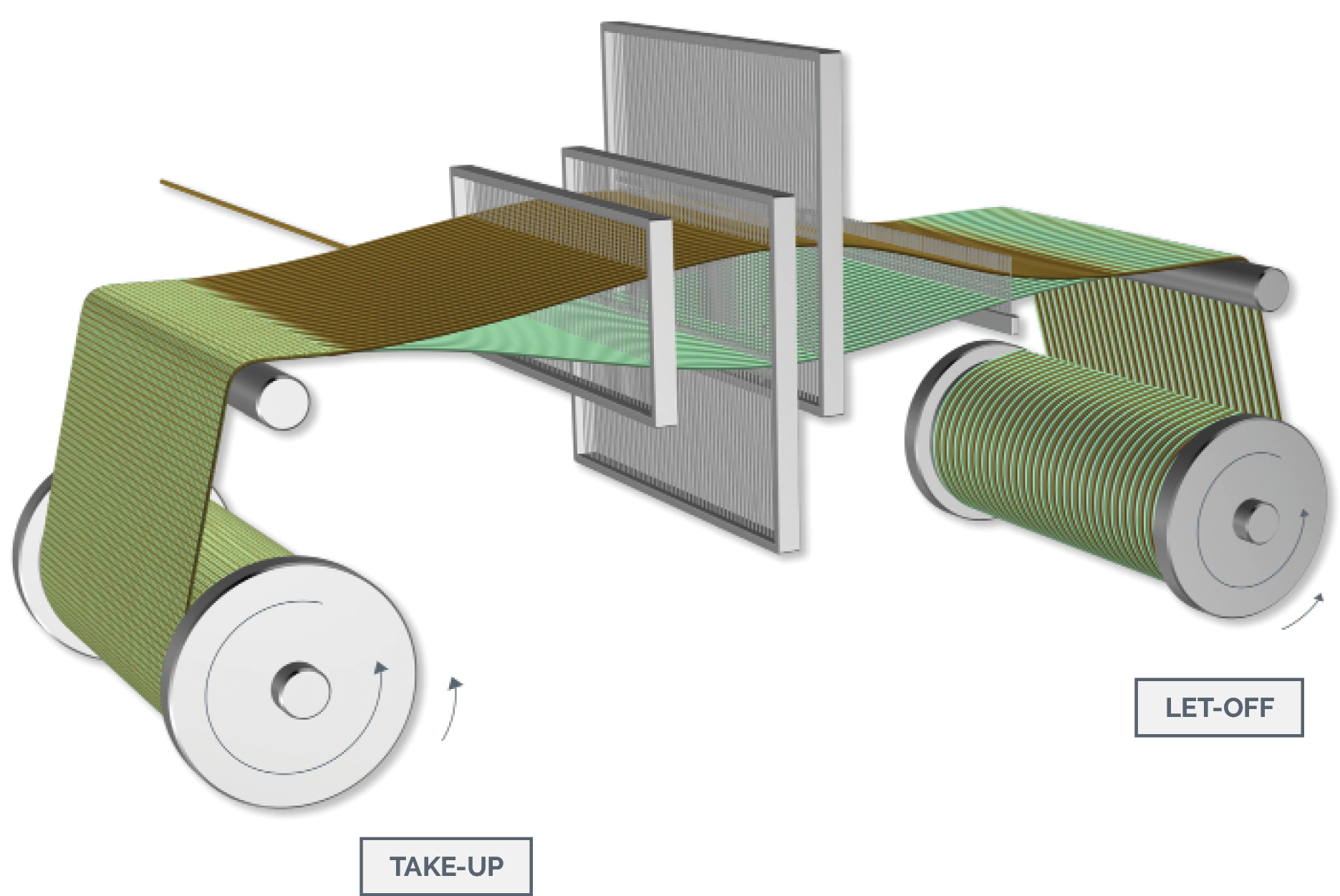
Let-off mechanism controls the rate warp yarn comes off the loom beam. Take-up controls the rate that the fabric is wound onto the fabric beam after pick insertion and beat-up.
TERMS TO KNOW (click to flip)
The process of forming the warp shed and the mechanical system that creates the shed. There are three types of…
view in glossaryThe type of harness drive that uses cams to actuate the up and down movement on a loom. This is…
view in glossaryThe process of using a dobby device to produce the warp shed on a loom.
view in glossaryThe form of shedding that is the result of using a jacquard head to control individual heddles to form the…
view in glossaryThe shuttle is a boat like device that contains a quill (or spool) of filling yarn. In hand weaving, the…
view in glossaryType of filling insertion that uses a mechanical arm to transfer the filling yarn across the warp shed.
view in glossaryA type of loom that uses projectiles to insert filling yarns. This loom is somewhat like the shuttle loom, except…
view in glossaryA shuttle-less filling insertion system developed in the 1950s that uses a jet of air to propel the filling yarn…
view in glossaryType of loom that uses a jet of water to propel the filling yarn across the warp shed. Not used…
view in glossaryThe process common to all looms where the loosely inserted filling yarn is pushed up into the fabric forming the…
view in glossaryThe weaving motion that involves the removal of the woven fabric from the loom. The take-up must be synchronized with…
view in glossaryThe function on the loom that controls the take-up of the cloth and the let-off of the warp.
view in glossary

