Weaving Basics
What is Weaving?
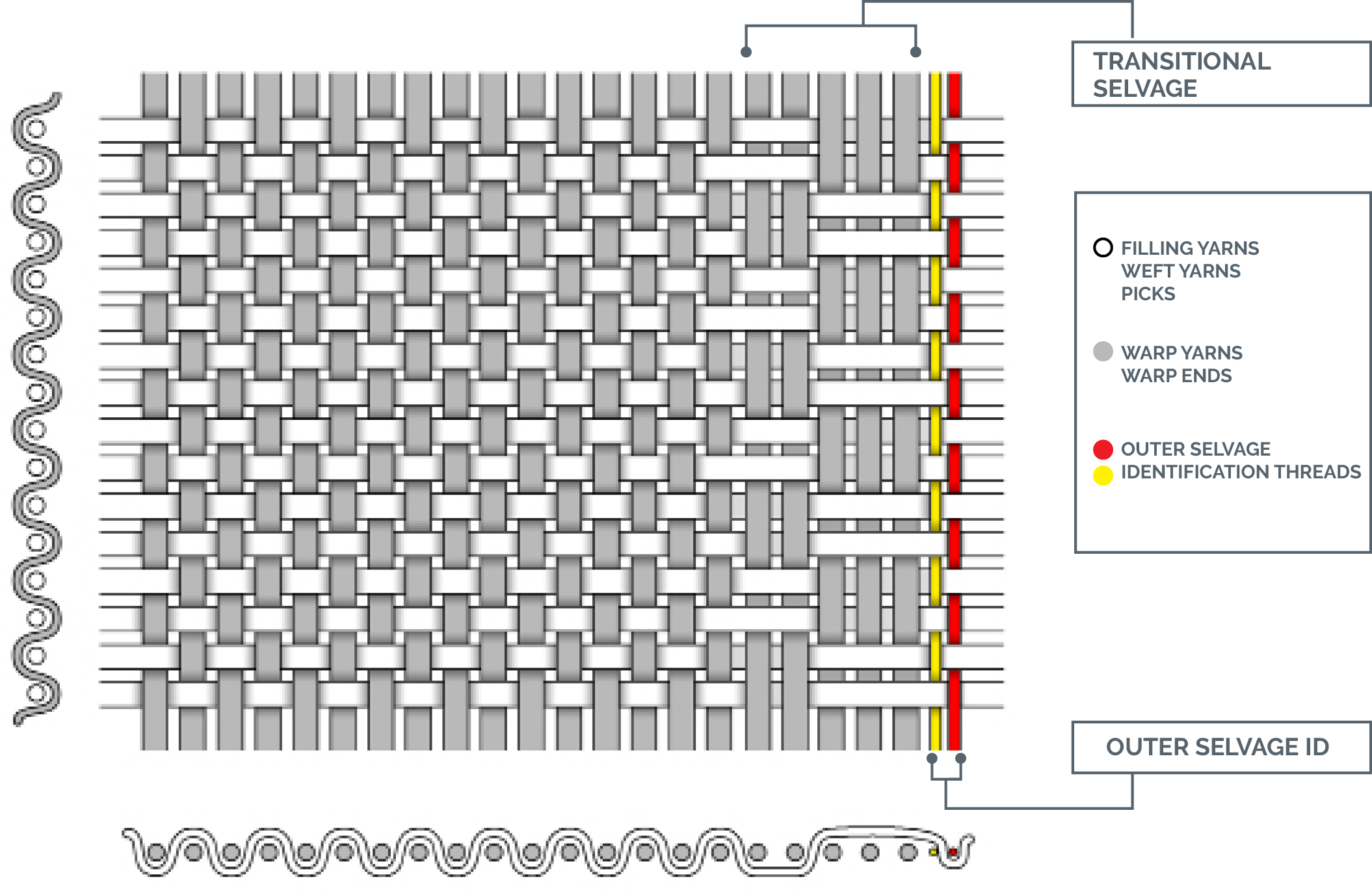
Weaving is the process of interlacing two sets of yarns together to form a woven fabric structure. One set of yarns run along the fabric length or machine direction. These are called warp yarns, warp ends, or simply ends. The other set of yarns run along the fabric width and are called weft yarns, picks, or filling yarns.
Components of a Woven Fabric Structure
The warp yarns unwind from a loom beam and move forward at a fixed rate as the woven fabric is formed. The weft yarns typically are inserted one at a time across the warp yarns.
The warp yarns are held under tension and are raised and lowered in different configurations to create the weave design. Tension on the warp is necessary in order to form a clear opening, or shed, for insertion of the weft yarns. Warp yarns experience stress, strain, and abrasion as they move up and down and follow a path through the various parts of the loom.
Woven Fabric Designs
The three basic weave designs are plain, twill, and satin. All other weave designs are built around these three basic weaves. More complex weave designs may combine two or more of the basic weave designs.



There are three components of a woven fabric design. The drawing-in draft tells the weaver how the yarns are drawn through the harnesses. The chain plan dictates how the harnesses are raised for each individual pick that will be inserted. When those two are combined, the fabric design is created.
Warp Preparation
Because the warp yarns are under high tension, are very close to one another, and go through various weaving machine elements, they must be properly prepared for the rigors of weaving. The warp yarns go through several processing steps before being wound onto a loom beam that will be inserted at the back of a weaving machine. The processes to prepare the warp yarns for efficient weaving comprise what is called warp preparation; those processes are warping, slashing, and drawing-in or tying-in.
Direct Warping
Direct warping transfers yarns from many cones and winds them simultaneously onto a section beam in a parallel arrangement called a yarn sheet. Further into the warp preparation process, multiple section beams will be combined into the final warp beam that is used at the loom. To prepare the section beams, yarn packages are held on a device called a creel. For spun yarns, a creel typically holds 400 to 800 yarn packages, while filament yarn creels can hold over 1,000 yarn packages. Because most woven fabrics contain well over 2,000 warp yarns, several section beams are needed to provide the required number of warp yarns for a given fabric construction. Each section beam contains the same number of yarns. For a fabric requiring a total of 2,400 warp yarns, 6 section beams need to be formed, each containing 400 warp yarns.
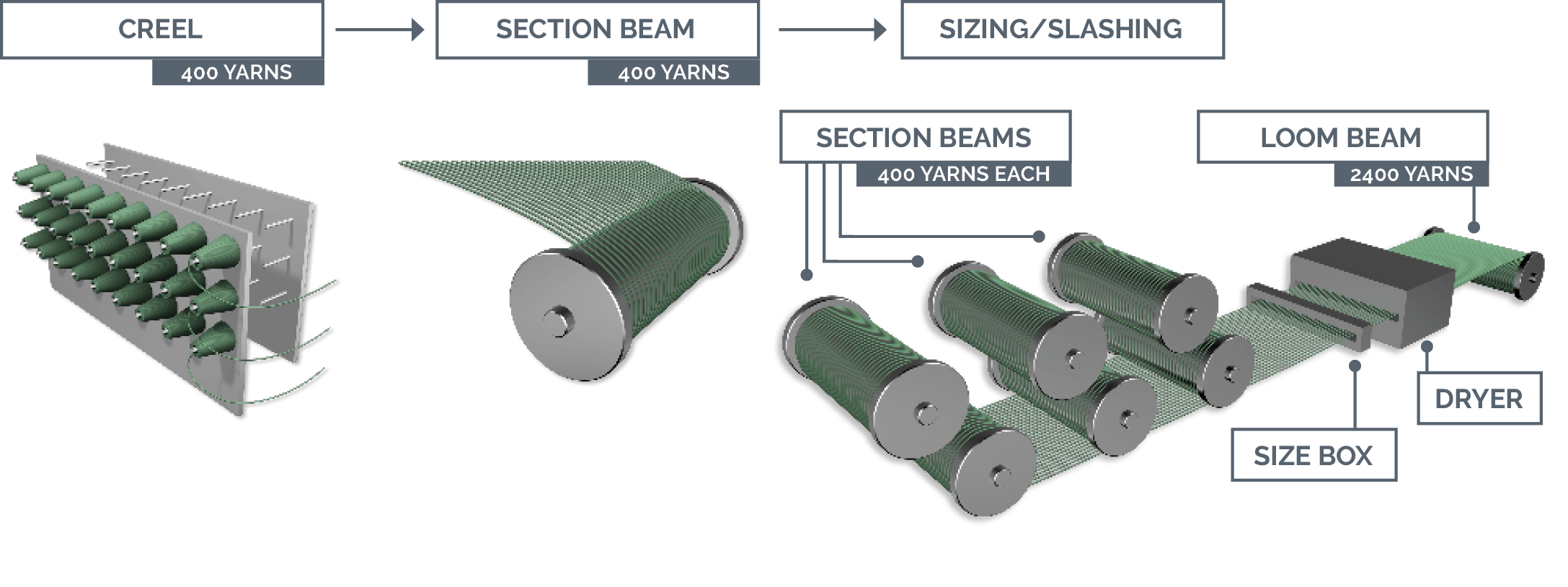
Warp preparation involves transferring yarns from a creel to section beams, then combining section beams to create the final loom beam.
It is critical that the warp yarns be wound with equal tension, that they not be crossed or rolled over one another, and that none be lost (broken and not tied back together). Various elements of the warping machine, such as tension devices, static eliminators, broken yarn detectors, wild yarn (yarn waste) detectors, eyelet boards, and expansion combs help ensure that the warping machine forms high-quality beams.
For most fabrics, all section beams must have identical yarn tension, uniform yarn count, and equal numbers of yarn ends
Indirect Warping
Indirect warping uses smaller creels with fewer yarn packages and therefore requires less space. Bands or sections of parallel yarns are wound onto a pattern drum. The bands are wound parallel to one another, contain the same number of yarns, and are identical in make-up.
Indirect warping is preferred for sample work, short runs, and fabrics with pattern stripes. The total required number of warp yarns is wound onto the drum, eliminating the use of section beams. However, the yarn on the pattern drum must be then be rewound onto a flanged loom beam suitable for further processing.
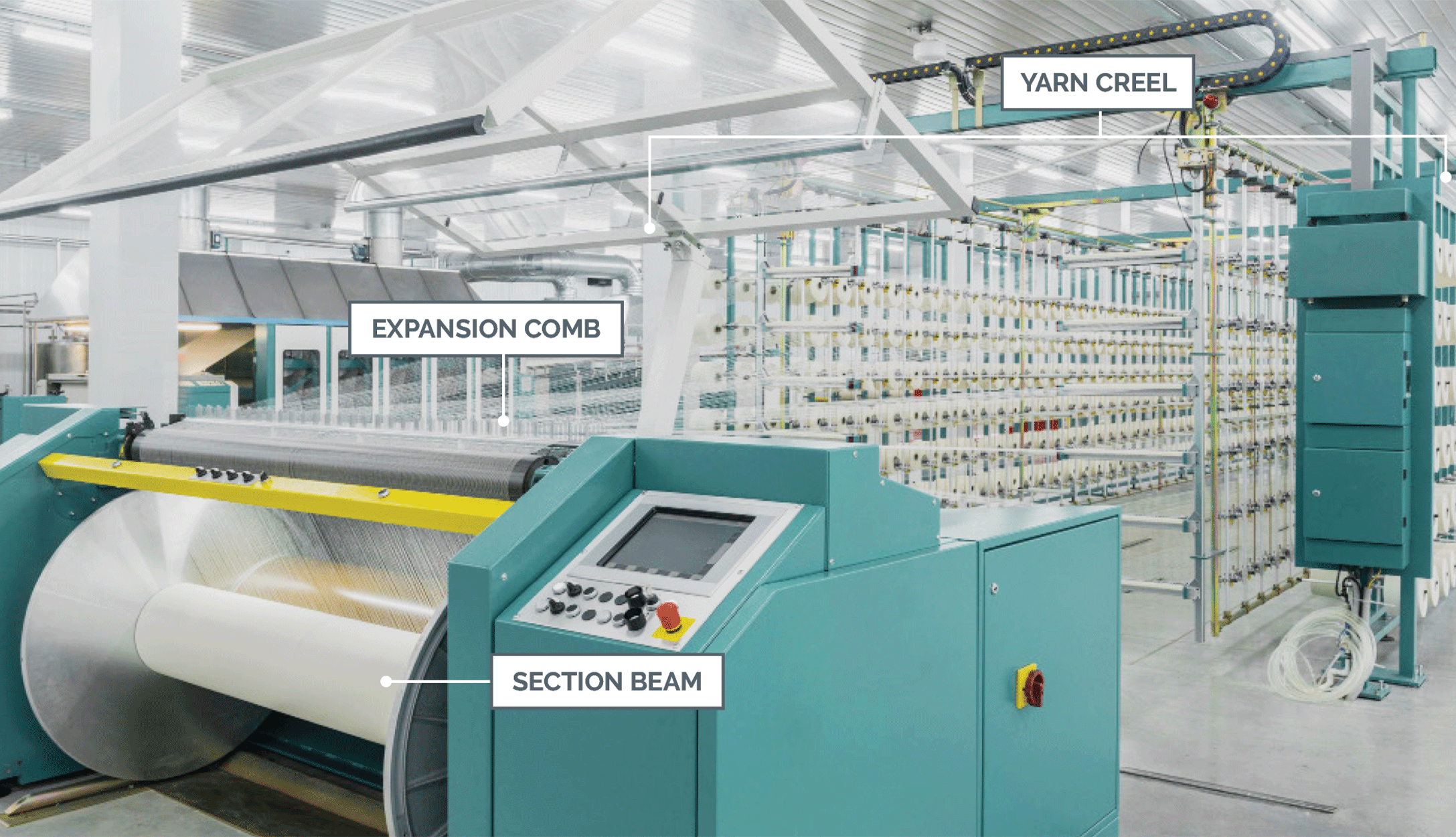
Direct warping from yarn packages to a section beam. The creel in the background holds 400 yarn packages. Yarn is pulled from the creel and wound onto the section beam. An expansion comb above the section beam helps keep the yarns straight and parallel as they wind onto the beam.
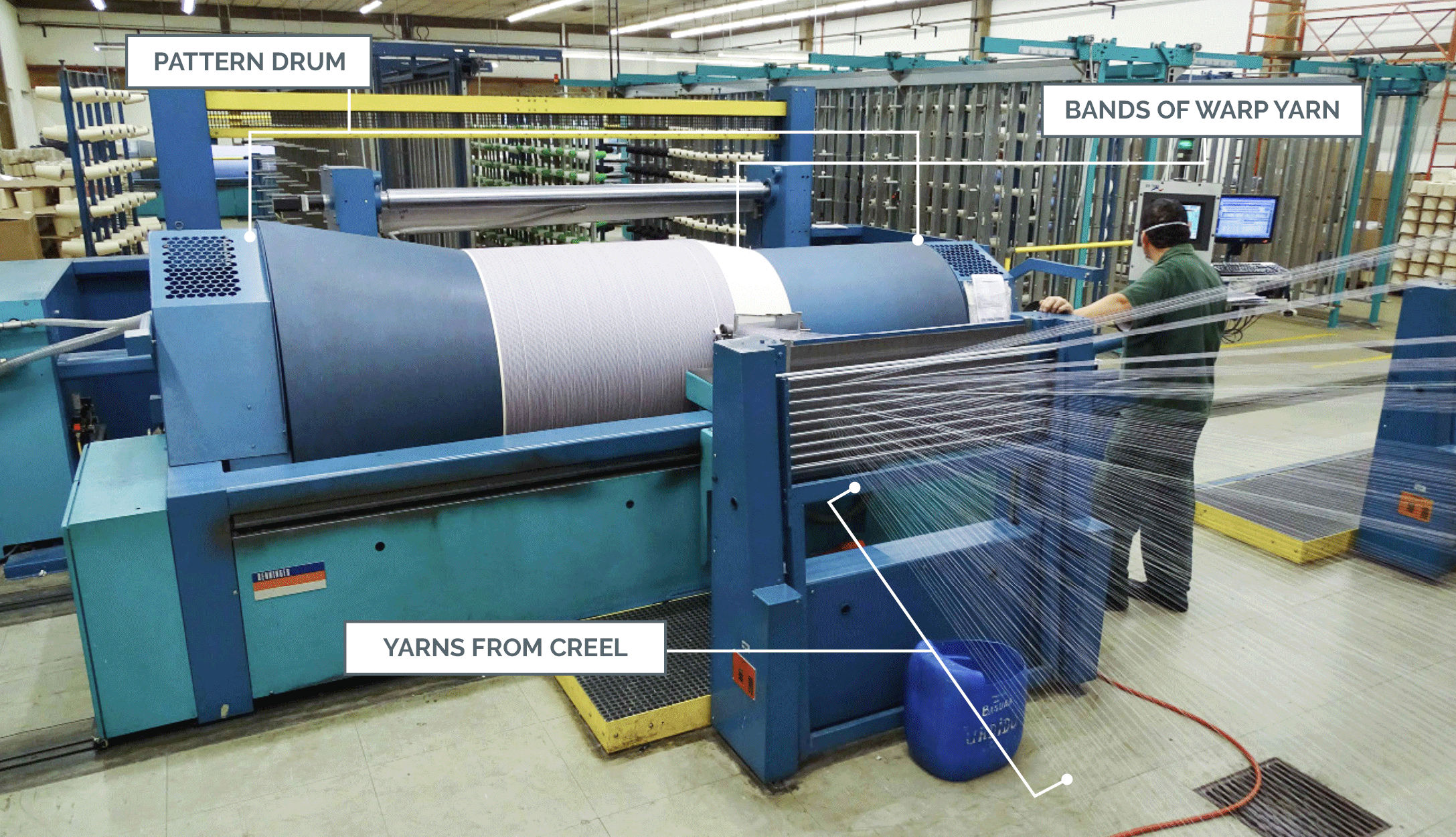
Indirect warping of bands or sections of yarn onto a pattern drum. All ends will be transferred to a beam ready for use at the loom.
Image courtesy of Creditex
Slashing
The purpose of slashing (or sizing) spun yarns is to encapsulate the yarn in a film of size in order to reduce yarn hairiness, improve yarn abrasion resistance, and increase yarn strength. For spun cotton yarns, the size solution is typically starch or a blend of starch and polyvinyl alcohol (PVA). In the case of filament yarns, the size is formulated, not to encapsulate the yarn, but to hold or glue the individual filament together. PVA is commonly used as size for filament yarns.
Slashing may not be necessary with coarse plied spun yarns or heavier-denier filament yarns, or in production of fabrics with a low-density warp (in which the yarns are not close to one another).
In the case of direct warping, the required number of section beams are placed on a slasher creel. These beams will be combined in the slashing process to create the final loom beam.
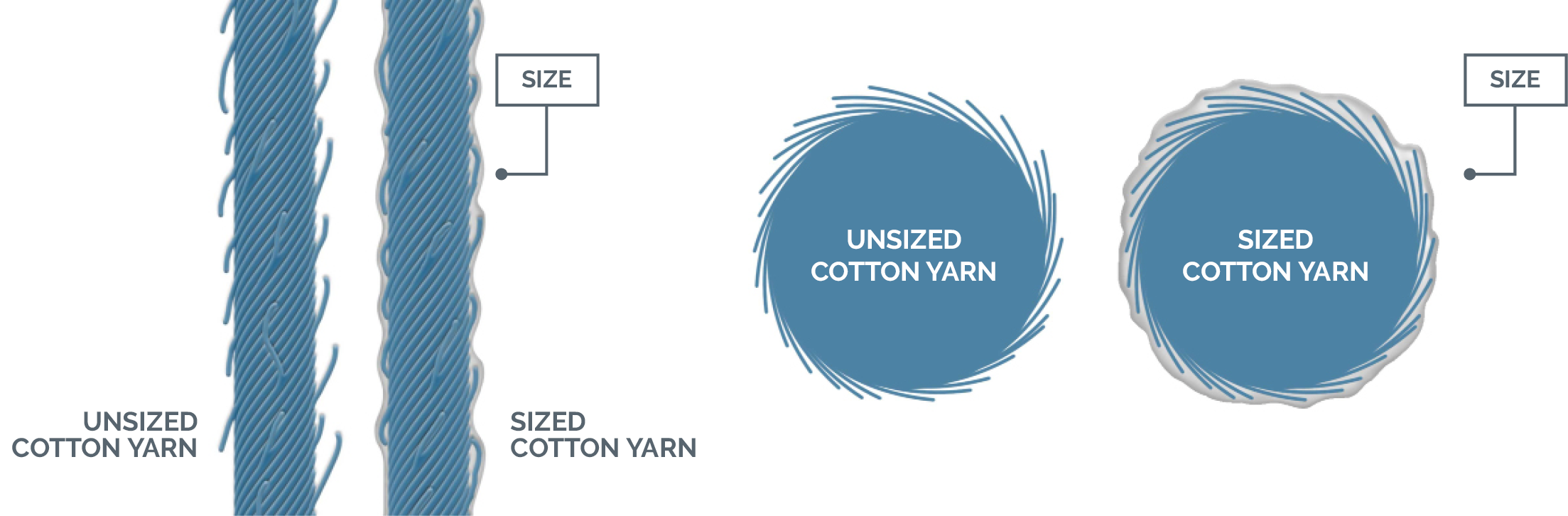
Reduction of yarn hairiness by slashing. Fibers that may stick out of the yarn could cause snagging and friction issues. Applying size chemistry encapsulates those fibers and adds strength so the yarn can withstand the rigors of weaving.
From the creel, the yarns flow through the size box where the liquid size solution is applied to the yarn. Size concentration, viscosity, and temperature must be constantly controlled. Yarn tension and yarn speed on the slasher must also be controlled. Squeeze rolls above the size box remove excess size and the pressure of these rolls helps control size add-on. The yarns are then dried as they move over steam-heated cylinders or cans. All of the warp yarns are then laid in parallel fashion through an expansion comb and wound onto a loom beam. The size remains on the warp yarns through the weaving process then is removed from the fabric in a preparation process known as desizing. Some sizes, such as PVA, can be reclaimed, but starch cannot be reclaimed.

The parts of a slasher, detailing the flow of yarn through the slashing process.
Drawing-In
The last warp preparation step is to draw each warp yarn through the appropriate loom elements. Each warp yarn has a dedicated drop wire, heddle, and dent in the reed that relates to the fabric design that will be woven. If a yarn breaks, the associated drop wire makes an electrical contact that stops the weaving machine. The heddles are necessary to control the weave design, and the reed helps to space the yarns equally and provide a means of pushing, or beating, each weft yarn into the fabric. Each opening or space in a reed is called a dent. Drawing-in is often done by hand, but can be done electronically. This is a critical step in the preparation process. If all yarns are drawn in properly, then weaving will be more efficient, fabric design will be accurate, and the overall fabric appearance will be acceptable.
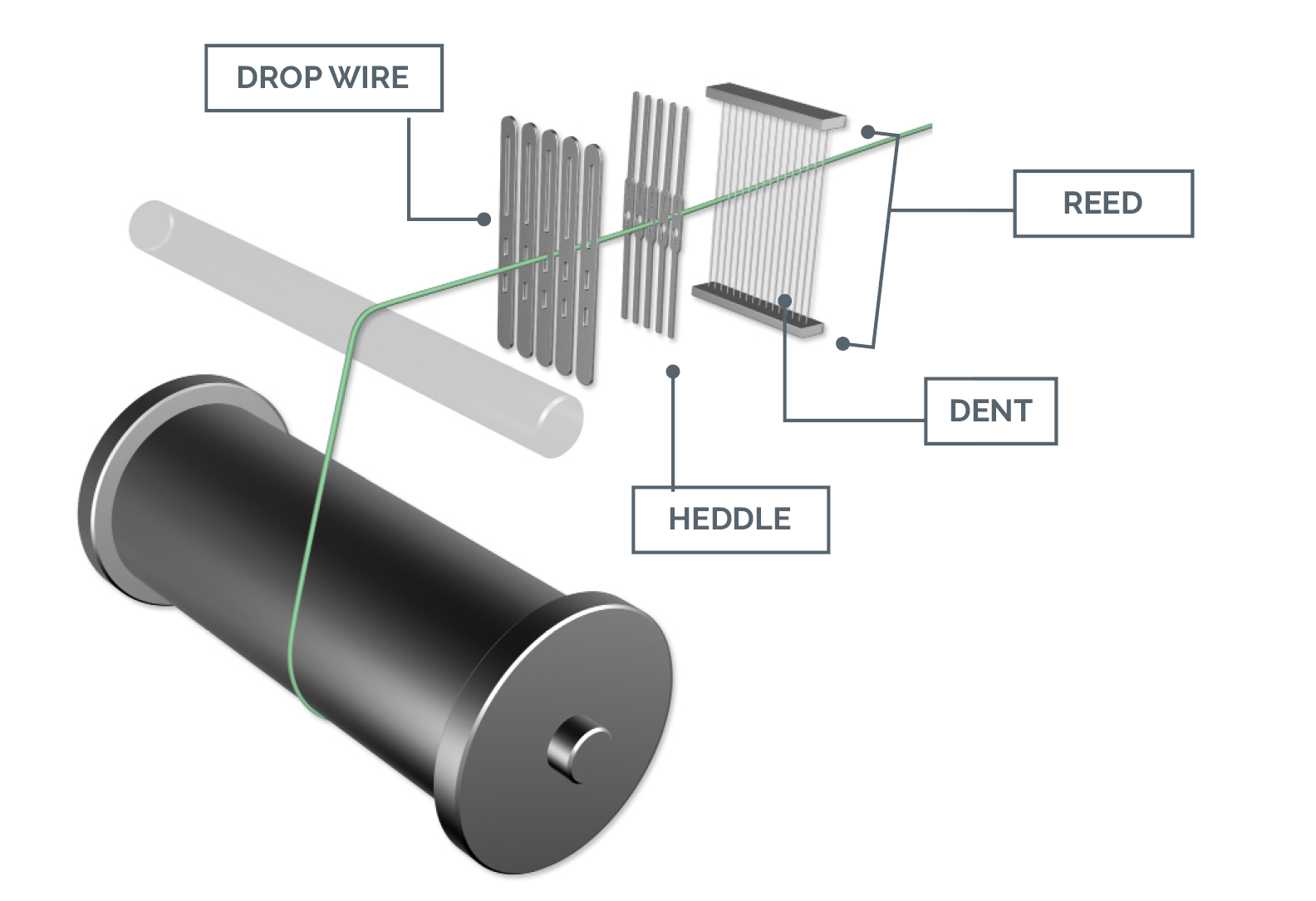
A warp yarn is drawn through a drop wire, heddle, and reed dent.

A sample loom being hand-drawn using a 3-prong hook to help speed up the process. The drop wires and heddles are being drawn simultaneously, and the reed will be drawn in separately. A tedious process, this requires extreme attention to detail to make sure that each individual warp yarn is drawn through the corresponding elements of the loom correctly.
Tying-In
In mass production of a fabric in the same fabric design, it is not necessary to redraw the warp yarns in order to replace a loom beam that has run out with a new beam of the same style. Instead, the much faster process of tying-in can be used. A tying-in machine (or knotter) takes each end of warp yarn on the existing loom beam and ties it to the associated yarn on the replacement loom beam.

Tying-In Machine


