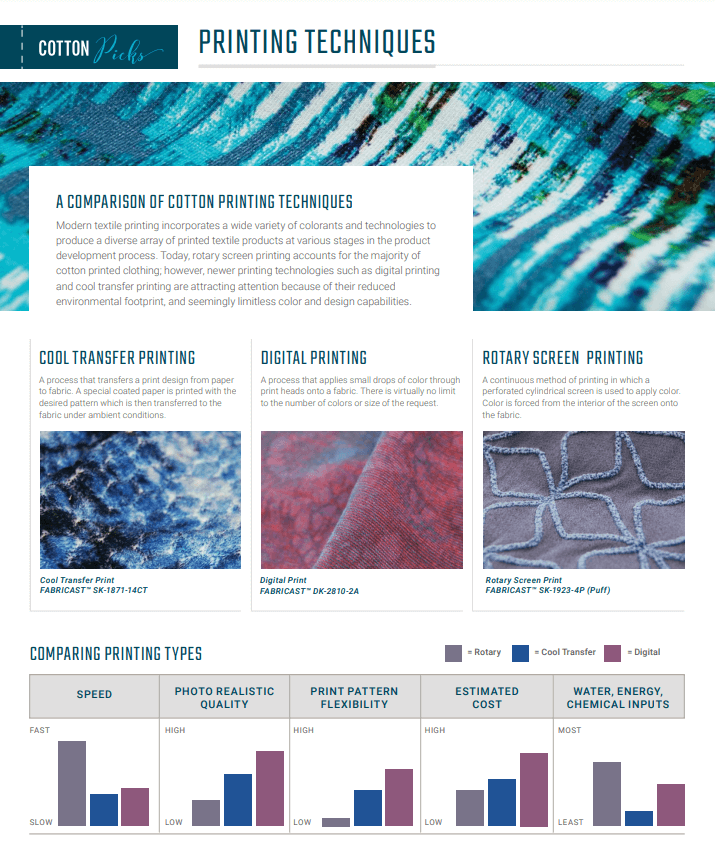
Comparing Printing Techniques
Cotton Printing Techniques
Modern textile printing incorporates a wide variety of colorants and technologies to produce a diverse array of printed textile products at various stages in the product development process.
Today, rotary screen printing accounts for the majority of cotton-printed clothing. However, newer printing technologies such as digital printing and cool transfer printing are attracting attention because of their reduced environmental footprint, and seemingly limitless color and design capabilities.
Technique Comparison
Cool Transfer Printing
A process that transfers a print design from paper to fabric. A special coated paper is printed with the desired pattern which is then transferred to the fabric under ambient conditions.
![]()
Cool Transfer Print – FABRICAST™ SK-1871-14CT
Digital Printing
A process that applies small drops of color through print heads onto a fabric. There is virtually no limit to the number of colors or size of the request.
Digital Print – FABRICAST™ DK-2810-2A
Rotary Screen Printing
A continuous method of printing in which a perforated cylindrical screen is used to apply color. Color is forced from the interior of the screen onto the fabric.

Rotary Screen Print – FABRICAST™ SK-1923-4P (Puff)
Cool Transfer Printing
Market interest in transfer printing on cotton fabrics has been strong for many years; however, standard heat transfer printing was achievable only for polyester and nylon fabrics, and the transfer prints available for cotton offered poor hand and were limited in terms of inks available. Today, cool transfer printing technology makes it possible to transfer digital quality prints to a cotton fabric under ambient conditions.
Key Features
- Transfer print design from paper to fabric
- No heat required
- Typical speeds: 20 to 40 yards per minute
- Best for: High-quality cotton fabrics, photo-realistic images, brilliant colors, soft and drapeable fabrics
Advantages
- Ability to produce photo-realistic images
- Comparable speeds to rotary screen printing
- Maintains soft, drapeable feel
- Increased image brightness
- Reduced water, dye, and energy consumption, less waste
- High dye transfer and colorfastness
Disadvantages
- Newest technology
- More expensive than rotary printing, but typically less expensive than digital printing on per yard basis
- No raised surface special effects, e.g., glitter, mother of pearl, metallic flakes, puff
Color Rich & Cost Competitive
Cool transfer printing provides the flexibility to print on a variety of fabrics, the photo-realistic print quality of digital printing, and production rates comparable to rotary screen printing. Even with the overprinting technique, cool transfer printed products maintain the soft, natural feel of the cotton fiber. A recent innovation to the cool transfer printing technology is the capability to print on both sides of the fabric during one pass on a duplex printing machine. The technology allows for an easy diversification of pattern design and coloring, and the achievement of multiple print/dye effects on a single fabric. Although dye selection is the ultimate determinant of fabric colorfastness, in testing, cool transfer printing has exhibited better colorfastness compared to digitally printed textiles, due to better penetration of the dye into the fiber.
Environmental Advantage
Fewer process steps combined with lower consumption and output of WECs (water, energy, and chemicals) make cool transfer printing a compelling environmentally friendly alternative to other cotton print methods. A key difference between traditional transfer printing and cool transfer printing is the elimination of heat in the process. Cool transfer printing is executed at room temperature, therefore not requiring heat. Unlike other methods of printing, up to 90% dye transfer is achievable with cool transfer printing. With greater dye utilization, there is less dye lost in the printing process, and therefore no need for extensive removal of unfixed dye. The reduction of steps in the printing process provides both a cost-effective and environmentally friendly alternative to digital and rotary screen printing due to minimized water usage. Cool transfer print rolls can also be used multiple times, and used printed transfer paper can be repurposed for other applications such as packaging.
Ready to Compete
Although cool transfer printing offers many advantages for printed cotton fabrics, the technology is relatively new. Therefore cost and performance are key barriers to adoption into widespread production. While cool transfer printing cannot replace the special effect printing possible with rotary screen printing (e.g., glitter or puff), its speed, limited WEC footprint, strong color depth and colorfastness, and image quality make it a strong competitor.

Cool Transfer Print – FABRICAST™ SK-1987-2A3 (97% Cotton/3% Spandex, Jersey)

Digital Inkjet Printing
Digital printing is the fastest-growing segment of the printed textiles market. From a technical standpoint, digital printing is identical to the technology used in a household inkjet printer, though larger to accommodate fabrics that are up to 126 inches wide. The digital print heads deposit ink droplets onto fabric based on a predetermined pattern from the digital file. This non-contact printing technology eliminates the need to produce screens that are required for traditional printing methods.2 Digital printing has been used in conjunction with body scan data to produce printed fabrics that are custom-fitted for the individual. It has also been used to rapidly produce trial prints for sale or evaluation.
Key Features
- Digital image transferred to fabric
- Nozzles eject ink droplets directly onto fabric
- Non-contact process
- Photo-realistic and complex images
- Full CAD integration
- Typical speeds: 30 to 40 yards per hour for traversing head machines. Some newer machines claim linear throughput speeds up to 100 yards per minute.
- Best for: Sampling, small runs <500 yards
Advantages
- No limit to number of colors
- Instant registration
- Capable of large repeat sizes
- High speed for prototyping
- On-demand printing, less printed inventory needed
- Sampling and production done on the same printer
- Lower water and power consumption, and chemical waste
Disadvantages
- High cost
- Poorer colorfastness
- Fabric may require special preparation and pre-treatment to improve absorption and keep colorant from smearing
- Digital print heads are easily damaged and costly to replace
- No raised surface special effects, e.g., glitter, mother of pearl, metallic flakes, puff
Endless Design Capabilities
One of the key advantages of digital textile printing is its endless design capabilities. Digital printing offers photo-realistic and fine-detail image quality, unlimited colors, repeat size, and the ability to change from one design to another without any waste of printed fabric. The on-demand nature of digital printing also accommodates customized designs and reduces lead times. Digital printers can print on fabric yardage and whole garments, and allow for printing on dark colors. Direct-to-garment t-shirt printing is the newest and fastest-growing digital printing method for garment printing. This technology employs a digital inkjet printer and a form (platen) which is used to hold the garment in the correct position during the printing process. This technology is also used to print directly on socks, hats, and even shoes.
Quality & Speed
Because the digital print design is communicated with a digital image file, greater image quality and color control may be achieved. The types of colorants used will determine the need for and type of pre- and post-fabric treatment. Reactive dyes (high saturation, vivid colors) always require both pre- and post-treatment to ensure that the dye chemically bonds with the fiber, and to remove excess dyes from the printed fabric. For pigments, washing may be required when a pretreatment is used. Otherwise, it is not needed. Post-treatment is always required.
While digital printing can achieve incredible photo-realistic quality, colorfastness can be an issue compared to other cotton print methods. Although colorfastness primarily depends on dye selection, less dye penetrates the fiber because digital printing is a non-contact process. New research in digital printing is focused on increasing color depth and colorfastness.
Although digital printing is more costly than rotary screen printing, industry experts argue that digital printing’s efficiencies ultimately make it a more cost-effective option on shorter runs. Because digital printing eliminates the need for a screen likes the ones that are created for rotary screen printing, downtime for screen changing and cleanup is eliminated, and print registration issues are reduced.3 While not a replacement for rotary screen printing, today digital inkjet printing is a viable commercial alternative for small runs (<50 yards) of highly styled premium fabrics.
Poised for Production
Today, digital printing accounts for an estimated 2% of the world’s printed textiles; however, the global market for digital textile printing is expected to grow 17.9% from 2016 to 2022,4 primarily driven by clothing and home textiles.5 While recent innovations in print head design and expansion of digital printing inks and color control processes have helped expand demand, compared to other cotton printing methods, the digitally printed textile market is limited by the complexity of the process and the ability to address the volume needs of a broader market.3,6,7 Additionally, the pre- and post-treatments required for digital printing also demand dedicated equipment and technical expertise based on the specific ink technologies being used.8

Digital Print – FABRICAST™ SK-1951-5A1 (Reactive)
Rotary Screen Printing
This is the most commonly used print method and accounts for approximately 65% of the printed fabric market worldwide. This continuous method of printing applies color through a perforated cylindrical screen. As the screen rotates, a squeegee device inside of the screen pushes the print medium through the screen and onto the fabric.
Key Features
- Continuous printing method
- Color is applied through a perforated cylindrical rotating screen
- Typical speeds: 50 to 120 yards per minute
- Best for: Long runs of the same pattern, complex patterns, surface treatments such as glitter, adhesives, sequins, pearlescent, metallic, 3D particles
Advantages
- Fastest printing method
- Quick changeover of patterns
- Versatile design and special effect options
- Cost-effective for long production runs
Disadvantages
- Not profitable for short yardages
- Sampling and production may look different
- Some color limitations, prints only spot colors
- Not suitable for fine detail
- Higher speed printing can cause registration problems
- Cannot print in garment form
Versatile Designs
Today’s rotary screen machines are highly productive, allow for the quick changeover of patterns, have few design limitations, and can be used for both continuous and discontinuous patterns. Although the size of the design repeat is dependent upon the circumference of the screens, the standard circumference of production screens measures 25.75”, 32”, or 36” and there are also many custom screens available. On average, rotary screen printing machines operate between 12 and 24 screens, which allow for between 13 and 25 colors respectively (+1 color for the fabric color). Rotary screen printing can accommodate both reactive dyes and pigments. Reactive dyes form a bond with the fiber, and therefore the finished product performs more like a dyed fabric, with high colorfastness and soft hand. To properly fix the reactive dye, steaming the fabric is necessary. In contrast, pigments are attached to the surface of the fabric. After printing, the fabric goes through a tenter to dry and cure the print onto the fabric. The print can be felt on the surface of the fabric. While versatile in terms of design and special printing effects, rotary screen printing, unlike digital printing, does not allow for printing in garment form.
Fast & Efficient
Rotary screen printing is the fastest printing method for cotton with typical speeds ranging from 50 to 120 yards per minute depending upon design complexity and fabric construction. While cool transfer printing and digital inkjet printing can claim lower WEC inputs and outputs, rotary screen printing’s environmental advantage is efficiency due to its fast speeds and high yields. Rotary screen printing can accommodate long fabric lengths and provides a continuous and economical process.1 Due to high screen engraving costs and machine downtime needed to change patterns, rotary screen printing machines are generally not profitable for short yardages of widely varying patterns.1
Future of Rotary Screen Printing
While rotary screen printing is not one of the newest printing technologies, it still accounts for the majority of today’s printed textiles. Innovations in this area are focused on automation, efficiency, and sustainability. New developments include laser-assisted screen alignment systems to reduce registration issues and new systems that recapture and reuse print paste or wastewater. Other developments are focused on improving print paste flow from the screens to the fabrics.

Rotary Screen Print – FABRICAST™ SK-2004-1B (Reactive)
Interested in reading up on another Cotton Picks topic? Take a look at our Cotton Picks featuring cationic cotton.
[1] C.W. Kan, C.W.M. Yuen, (2012). Digital ink-jet printing on textiles, Research Journal of Textile and Apparel, 16(2), 1-24, https://doi.org/10.1108/RJTA-16-02-2012-B001
[2] Choi, P., Yuen, C., Ku, S., & Kwan, C. (2003). Ink-jet printing for textiles. Textile Asia, 34(10), 21
[3] Marks, J. (2017). The next era of fabric printing. Home Textiles Today, 38(2), 10-11
[4] Savastano, D. (2017, August). The digital textile market. Ink World Magazine. Retrieved from https://www.inkworldmagazine.com/issues/2017-07-01/view_features/the-digital-textile-market/
[5] (2016, November). Smithers Pira forecasts 17.5% annual growth for digital textile print. Retrieved from http://www.smitherspira.com/news/2016/november/growth-for-digital-textile-print-marke
[6] Chapman, L. P. (2017). The growing world of digital printing. Textile World, 167(1), 1-4
[7] Digital print segment continues to grow. (2016). Textile Network (English Edition), 14(1/2), 19
[8] Closing the gap between digital technology and textile market needs. http://www.paperandprint.com/smart-directions/ features/sd2016/march-2016/closing-the-gap-between-digital-technology-and-textile-market-needs.aspx#.WpL_9GiPI2x


